铸件中常见的主要缺陷有: |
1.气孔 |
这是金属凝固过程中未能逸出的气体留在金属内部形成的小空洞,其内壁光滑,内含气体,对超声波具有较高的反射率,但是又因为其基本上呈球状或椭球状,亦即为点状缺陷,影响其反射波幅。钢锭中的气孔经过锻造或轧制后被压扁成面积型缺陷而有利于被超声检测所发现,如图5.2所示。 |
2.缩孔与疏松 |
铸件或钢锭冷却凝固时,体积要收缩,在最后凝固的部分因为得不到液态金属的补充而会形成空洞状的缺陷。大而集中的空洞称为缩孔,细小而分散的空隙则称为疏松,它们一般位于钢锭或铸件中心最后凝固的部分,其内壁粗糙,周围多伴有许多杂质和细小的气孔。由于热胀冷缩的规律,缩孔是必然存在的,只是随加工工艺处理方法不同而有不同的形态、尺寸和位置,当其延伸到铸件或钢锭本体时就成为缺陷。钢锭在开坯锻造时如果没有把缩孔切除干净而带入锻件中就成为残余缩孔(缩孔残余、残余缩管),如图5.3、5.4、5.5所示。
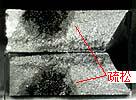
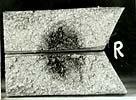
如果铸件的型模设计不当、浇注工艺不当等,也会在铸件与型模接触的部位产生疏松,如图5.28所示。断口照片中的黑色部分即为疏松部位,其呈现黑色是因为该工件已经过退火处理,使得疏松部位被氧化和渗入机油所致。 |
|
图5.28
W18钢铸件-用作铣刀齿,采用超声纵波垂直入射多次底波衰减法发现的疏松 |
断口照片 |
断口照片 |
 |
| |
|
3.夹渣 |
熔炼过程中的熔渣或熔炉炉体上的耐火材料剥落进入液态金属中,在浇注时被卷入铸件或钢锭本体内,就形成了夹渣缺陷。夹渣通常不会单一存在,往往呈密集状态或在不同深度上分散存在,它类似体积型缺陷然而又往往有一定线度。 |
|
4.夹杂 |
熔炼过程中的反应生成物(如氧化物、硫化物等)-非金属夹杂,如图5.1和5.6,或金属成分中某些成分的添加料未完全熔化而残留下来形成金属夹杂,如高密度、高熔点成分-钨、钼等,如图5.29,也有如图5.24所示钛合金棒材中的纯钛偏析。 |
|
图5.29 BT9钛合金锻制饼坯中的钼夹杂
(a)剖面低倍照片
(b)X射线照相底片
(c)C扫描显示(图中四个白色点状显示为同一个缺陷,是使用水浸点聚焦探头以不同灵敏度检测的结果,其他分散细小的白色点状为与该缺陷无关的杂波显示)
(d)B扫描显示
(e)3D显示 |
 (d) (d)
|

(a)
|

(b)
|

(c)
|
(e)
|
|
5.偏析 |
铸件或钢锭中的偏析主要指冶炼过程中或金属的熔化过程中因为成分分布不均而形成的成分偏析,有偏析存在的区域其力学性能有别于整个金属基体的力学性能,差异超出允许标准范围就成为缺陷,如图5.23和5.24、5.27所示。 |
|
6.铸造裂纹 |
铸件中的裂纹主要是由于金属冷却凝固时的收缩应力超过了材料的极限强度而引起的,它与铸件的形状设计和铸造工艺有关,也与金属材料中一些杂质含量较高而引起的开裂敏感性有关(例如硫含量高时有热脆性,磷含量高时有冷脆性等)。在钢锭中也会产生轴心晶间裂纹,在后续的开坯锻造中如果不能锻合,将留在锻件中成为锻件的内部裂纹。 |
|
7.冷隔 |
这是铸件中特有的一种分层性缺陷,主要与铸件的浇铸工艺设计有关,它是在浇注液态金属时,由于飞溅、翻浪、浇注中断,或者来自不同方向的两股(或多股)金属流相遇等原因,因为液态金属表面冷却形成的半固态薄膜留在铸件本体内而形成一种隔膜状的面积型缺陷。 |
|
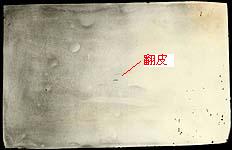
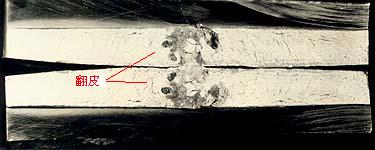
8.翻皮 |
这是炼钢时从钢包向锭模浇注钢锭时,因为浇注中断、停顿等原因,先浇入的液态金属表面在空气中迅速冷却形成氧化膜,在继续浇注时新浇入的液态金属将其冲破翻入钢锭体内而形成的一种分层性(面积型)缺陷,它在后续的钢锭开坯锻造中是无法锻合消除的。见图5.30所示。 |
|
图5.30
工件名称:锻模毛坯
形状:
矩形方块
材料牌号:3Cr3Mo3VNb
状态:
锻后退火,黑皮
超声纵波探伤发现的缺陷:翻皮 |
|
|
横向低倍照片 |
纵向断口照片 |
|
9.各向异性 |
铸件或钢锭冷却凝固时,从表面到中心的冷却速度是不同的,因而会形成不同的结晶组织,表现为力学性能的各向异性,也导致了声学性能的各向异性,亦即从中心到表面有不同的声速与声衰减。这种各向异性的存在,对铸件超声检测时评定缺陷的大小与位置会产生不良影响。图5.31示出的是3Cr3Mo3VNb电弧炉冶炼的630Kg钢锭的纵向低倍照片和钢锭结晶情况示意图。 |
|
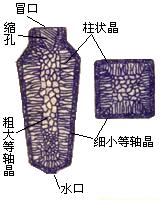 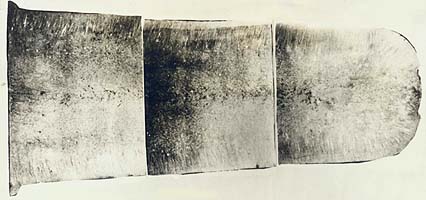 图5.31 图5.31
|
|
综上所述,铸件中的缺陷多为体积型(裂纹、翻皮、冷隔除外),缺陷的取向规律不够明显,但主要与冷缩应力方向有关。此外,由于铸件的晶粒一般都比较粗大,有各向异性存在,因此给超声检测带来不少的困难,必须结合铸造工艺和具体的铸造材料、铸件形状以及表面状态等多种因素综合考虑。 |
|
| |